

Профилегиб
Профилегиб - это гибочный станок, работающий способом вальцевания, на котором чаще гнут профильный прокат: швеллер, тавр, двутавр, квадратные и прямоугольные трубы, уголок и т.д. Гибка профильного проката предполагает наличие комплекта оснастки из трех роликов, соответствующих проскости гиба и форме сечения изгибаемого профиля.


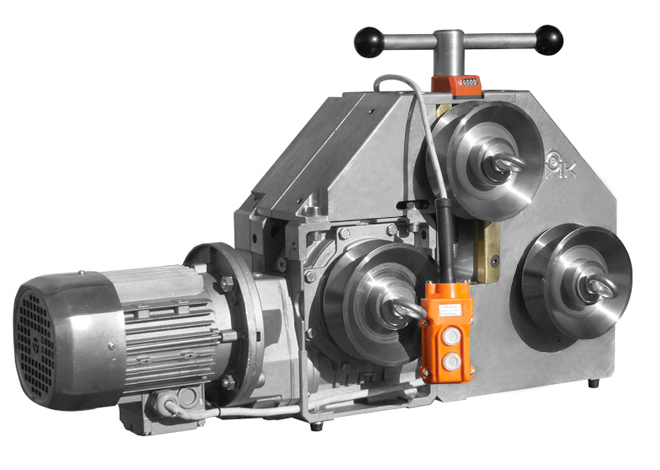
Электрический профилегиб 3RE-30 JUNIOR
Макс. диаметр трубы 30x1,5 мм
Назначение: дуги, кольца, спирали
ПОДРОБНЕЕ

Ручной профилегиб 3RM-30 START
Макс. диаметр трубы 30x1,5 мм
Назначение: дуги, кольца, спирали
ПОДРОБНЕЕ
Процесс вальцевания труб и профильного проката состоит из 2-х этапов:
- 1-й этап - создание преднатяга (поджима) профиля(трубы) между роликами для задания требуемого радиуса гиба.
Усилием преднатяга определяется количество прогонов профиля, до получения требуемого радиуса гиба. - 2-й этап – непосредственное вальцевание (прокатка) изгибаемого профиля между трех роликов.
Поджим трубы (профиля) - создание преднатяга
Анализ конструкции профилегибов указывает на сложность одновременного обеспечения высокой производительности и высокой точности радиусов гибов. Точность радиусов гибов и в некоторой степени производительность профилегибочного станка определяется системой поджима трубы (создания преднатяга), которая задаёт радиус гиба.
Однако нужно помнить, что усилие поджима напрямую зависит от возможности профилегиба обеспечить необходимую силу трения между ведущими гибочными роликами и изгибаемым профилем.
Система поджима (создание преднатяга профиля) может быть гидравлической или механической, что влияет на производительность и точность изготовления деталей.
Профилегиб с гидравлическим поджимом роликов
Гидроподжим облегчает и ускоряет работу оператора, но создает массу проблем при окончательной (точной) доводке радиуса гиба. Только очень опытный оператор может получить требуемый результат, у всех остальных будет либо недогиб, либо перегиб, а это значит, что деталь уйдёт в брак.
В мире существуют профилегибы, решающие эту проблему за счет автоматической регулировки усилия гидроподжима, но цена таких станков очень высока и кроме того на выходе получившийся теоретеческий радиус гиба значительно отличается от требуемого из-за сложности учета угла пружинения материала трубы или профиля.
Профилегиб с механическим поджимом роликов
На маленьких и даже, иногда на больших диаметрах труб поджим осуществляется винтом через центральный ролик. На наиболее продвинутых станках при гибке трубы диаметром 80 ÷ 100 мм поджим трубы осуществляется двумя крайними роликами.
Винтовой поджим применяется на 80-90% профилегибов, однако при поджиме центральным роликом гиб идет на оператора, осуществляющего поджим вращением штурвала винтовой пары, что противоречит требованиям техники безопасности.
Чем меньше ведущих роликов имеет профилегиб, тем меньше сила трения между изгибаемым профилем и ведущими роликами, а значит с меньшим усилием производится поджим профиля. Следовательно, за большее количество прогонов, или за большее время, можно изготовить требуемую деталь.
По безопасности, усилию поджима и точности получения требуемого радиуса гиба, хорошо себя зарекомендовала схема поджима двумя крайними роликами, которую имеют профилегиб 3RE-60 (БМК-55) и профилегиб 3RE-80 (БМК-55У).
Такая схема поджима направляет гиб в противоположную сторону от места работы оператора, а наличие двух винтов поджима позволяет создать усилие преднатяга не уступающее гидравлическому поджиму. При этом недогиб или перегиб детали исключается.

Профилегибы в зависимости от их конструкции делятся на профилегибочные станки и ручные профилегибы.