

Требования ГОСТов к радиусам изгиба труб
Минимальный радиус гиба, на трубогибочных станках работающих метолом наматывания, производства БМК - от 1,5 диаметра трубы при дорновой гибке и от 3 диаметров трубы при бездорновой гибке.
Ниже представленны ГОСТЫ по рекомендуемым радиусам гиба труб.
Минимально допустимые радиусы гибов круглых труб по ГОСТ
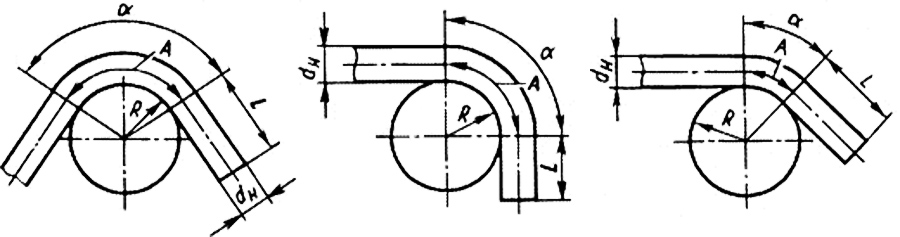
Радиус гиба трубы зависит от ее наружного диаметра (Dн), толщины стенки (S) и пластичности материала.
Важным показателем, наравне с радиусом гиба, является длина прямого участка трубы, необходимая для ее зажима при гибе.
Рекомендуемые минимальные радиусы гибов и значений длин прямых участков, при гибке медных и латунных труб, изготовленных по ГОСТ 617-90 и ГОСТ 494-90
| Dн | Наружный диаметр трубы, мм | 3 | 4 | 6 | 8 | 10 | 15 | 18 | 24 | 30 |
| Ro | Радиус гиба по оси трубы (осевой радиус), мм | 7,5 | 10 | 15 | 20 | 25 | 37,5 | 45 | 84 | 105 |
| L | Минимальная длина прямого участка, мм | 10 | 12 | 18 | 25 | 30 | 45 | 50 | 55 | 60 |
Рекомендуемые минимальные радиусы гибов и значения длин прямых участков при гибке стальных водогазопроводных труб изготовленных по ГОСТ 3262-75
| Dу | Условный проход, мм | 8 | 10 | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 |
| Dн | Наружный диаметр трубы, мм | 13,5 | 17 | 21,3 | 26,8 | 33,5 | 42,3 | 48 | 60 | 75,5 | 88,5 |
| R min | Минимальный радиус гиба при горячей гибке труб, мм | 44 | 58,5 | 75,6 | 93,4 | 116,7 | 151,6 | 174 | 210 | 262,8 | 309,3 |
| Минимальный радиус гиба при холодной гибке труб, мм | 84 | 108,5 | 140,6 | 173,4 | 216,7 | 271,6 | 314 | 390 | 487,8 | 574,3 | |
| L min | Минимальная длина прямого участка | 40 | 45 | 50 | 55 | 70 | 85 | 100 | 120 | 150 | 170 |
При выборе радиуса гибки, предпочтение следует отдавать радиусам гиба для холодной гибки труб.
При определении длины заготовки детали складываются длины прямых участков и длины дуг изогнутых участков трубы.
Длина дуги изогнутого участка (А) рассчитывается по формуле:
![]()
где:
![]()
Ro - осевой радиус гиба трубы, мм
Rв - внутренний радиус гиба трубы, мм
λ - угол гиба
dн – наружный диаметр труб, мм.
На радиусах гибов труб, изложенных в таблицах, гарантированно обеспечивается требуемое качество гиба по элипсности - овальности (не более 12,5%).