
Способы гибки труб и профилей на трубогибочных и профилегибочных станках
Способ гибки труб определяется способом работы трубогиба, трубогибочного станка или станка для гибки труб. В практике существует множество способов гибки труб. Вот основные из них:
1. Гибка труб способом обкатки
2. Гибка труб способом намотки
3. Гибка труб способом волочения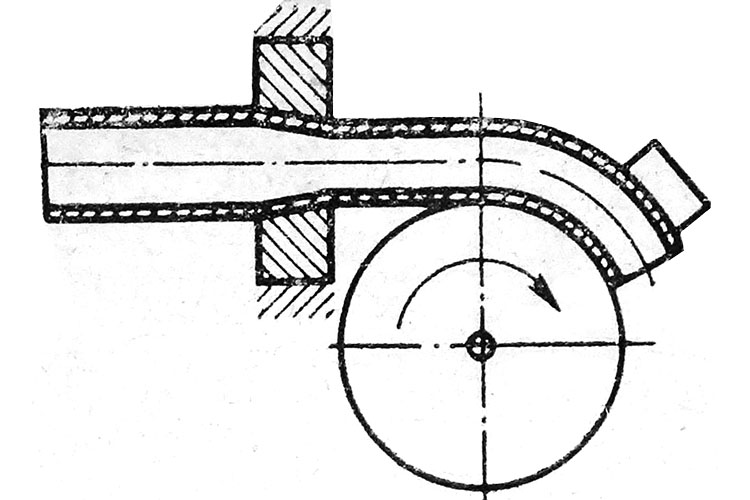
4. Гибка труб способом вальцовки
5. Гибка труб на 2-х опорах
6. Гибка труб способом растяжения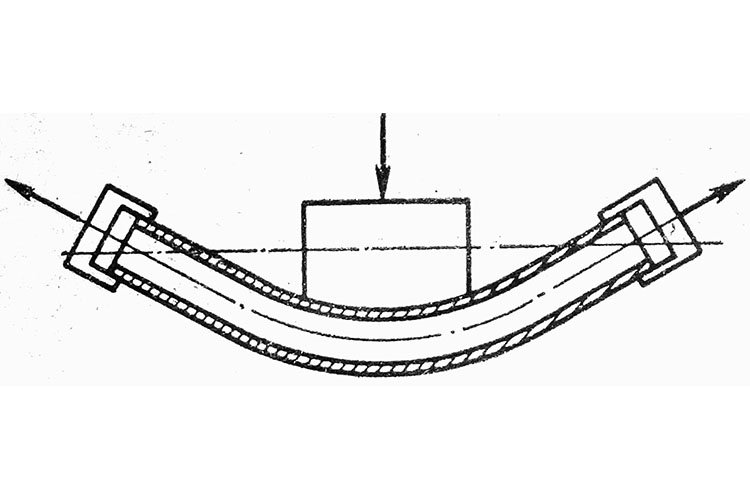
7. Гибка труб с внутренним гидростатическим давлением
8. Гибка труб через фильеру, имеющую кривую ось
9. Гибка труб по копирам
Еще есть, так называемые "дедовские" способы гибки труб с наполнением песком, заливки специальным легко расплавляемым составом, с установкой легко извлекаемой пружины. Такие "дедовские" способы гибки труб применимы при выполнении одного или нескольких гибов, и не применимы для трубогибочного производства.
Осуществляя поиск трубогибочного станка, для производства трубных деталей, целесообразно сосредоточить внимание на четырех основных способах холодной гибки труб, таких как:
наматывание / обкатка / вальцовка / гибка труб на двух опорах
Выбор способа гибки труб и соответствующего трубогиба зависит от диаметра трубы, толщины стенки трубы, материала трубы, радиуса гиба, требуемой точности, качества гиба, потребного количества изогнутых деталей, повторяемости изделий и ряда других факторов.
Трубогибочные станки работающие способом наматывания
Трубогибы, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.


Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО "БМК", практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Работу таких трубогибов и профлегибов следует разделить на два этапа:
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
1. Гибочный ролик, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
2. Зажим трубы, с ручьем под конкретный типоразмер трубы;
3. Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
4. Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
5. Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.


Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
Трубогибочные станки работающие способом обкатки
Трубогибочные станки, работающие способом обкатки широко применяются в строительной отрасли , а так же при мелкосерийном и штучном производствах. Принцип работы трубогибов, работающих способом обкатки заключается в прижатии трубы к ручью неподвижного гибочного ролика обкаточным роликом. Ручьи обкаточного ролика и неподвижного ролика трубогиба должны соответствовать типоразмеру изгибаемой трубы. Фиксация (закрепление )трубы на трубогибочном станке происходит вне зоны движения обкаточного ролика.


Способом обкатки, гнутся только толстостенные трубы, (например на трубогибах, типа RE-60 TECHNIC, с наружным диаметром до 60 миллиметров) на осевой радиус гиба не менее 3,5D, при этом изменение сечения формы (овальность) трубы в месте гиба может составлять до 10-12 %. Для достижения указанного значения овальности трубы в месте ее гиба на трубогибах и трубогибочных станках данного типа должно быть устройство позволяющее регулировать зазор между неподвижным и обкаточным роликами трубогиба.
В тех случаях когда необходимо изготовить простые детали с одним или несколькими гибами, к которым не предъявляется требований по качеству гиба - сохранению сечения трубы в месте гиба, сохранению геометрии и пространственных параметров изделия применимы трубогибочные станки и трубогибы работающие способом обкатки, так как такие трубогибы относятся к группе наиболее дешевых и простых трубогибочных станков.
Трубогибочные и профилегибочные станки для гибки труб и профилей способом вальцовки.
Профилегибочные станки (3-х роликовые вальцевые трубогибы) предназначенные для гибки труб и специальных профилей в кольца сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы работают с профилями из любого материала - стали, нержавеющей стали, алюминия, меди, титана и их сплавов.


Работу таких трубогибов и профлегибов следует разделить на два этапа:
Первый этап - создание на трубогибочном станке преднатяга - задать кривизну ,радиус гиба трубы. Это может осуществляться путем приложения усилия средним подвижным роликом на трубу опирающуюся на два крайних ролика, либо путем приложения усилия на трубу через два крайних, подвижных ролика на трубу опирающуюся на средний ролик;
Второй этап - непосредственно гиб трубы, осуществляемый за счет силы трения между ведущими роликами профилегиба и изгибаемой трубой, где труба силой трения увлекается в направлении вращения ведущих роликов и изгибается на радиус заданной кривизны (преднатяга).
Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается получить требуемый радиус гиба за один прогон, то операции первого и второго этапов повторяются до получения требуемого радиуса гиба на изделии.
На трубогибочных вальцах минимальный радиус гиба труб для очень толстостенных труб составляет- 5, для толстостенных-10, для тонкостенных более 10 диаметров труб.
Особо внимание следует уделять работе по первому этапу, так как от количества ведущих роликов и силы трения на них зависит усилие создаваемое для задания кривизны (радиуса) гиба трубы.
Для гибки черного металла трубогибочные вальцы оснащаются стальными гибочными роликами, а для гибки полированных труб- роликами из капролона. Однако, применение капролоновых роликов возможно только на трубогибах производства ООО "Балтийской Машиностроительной Компании" - 3RE-60 (БМК-55) и 3RE-80 (БМК-55У)- это единственная в мире серия вальцевых трубогибов у которых согласованы угловые скорости вращения гибочных роликов и линейные скорости прокатки профиля по всем 3-м роликам.


Качественная гибка труб на трубогибах и профилегибах обеспечивается соответствием ручьев гибочных роликов типоразмеру трубы. Применение наборных роликов удешевляет стоимость оснастки, но резко снижает качество гибов, особенно на тонкостенных и полированных трубах.
Трубогибы для гибки труб на двух опорах
При выполнении работ по прокладке и ремонту трубопроводов непосредственно на строительной площадке, в стесненных условиях, в подвалах и т.д., широко применяются трубогибы арбалетного типа, принцип работы которых заключается в приложении изгибающего усилия гибочным сегментом на трубу лежащую на двух опорах. Изгибающее усилие на гибочный сегмент может подаваться от гидравлического, пневматического, электрического или механического источника энергии. Этот тип трубогибов предназначен для штучных гибов труб в стесненных условиях. Качество гибов труб, на таких типах трубогибов, и повторяемость геометрии пространственных деталей, ни коем образом не отвечает требованиям промышленного производства. Однако, такие трубогибы арбалетного типа с рычажными и храповыми приводами производятся и широко применяются при выполнении ремонтных работ службой горячего и холодного водоснабжения.
В настоящей статье мы рассмотрели способы гибки труб получившие наибольшее распространение. Другие способы гибки труб применяются крайне редко или требуют больших затрат на производство специальных трубогибочных станков при их низкой производительности.