
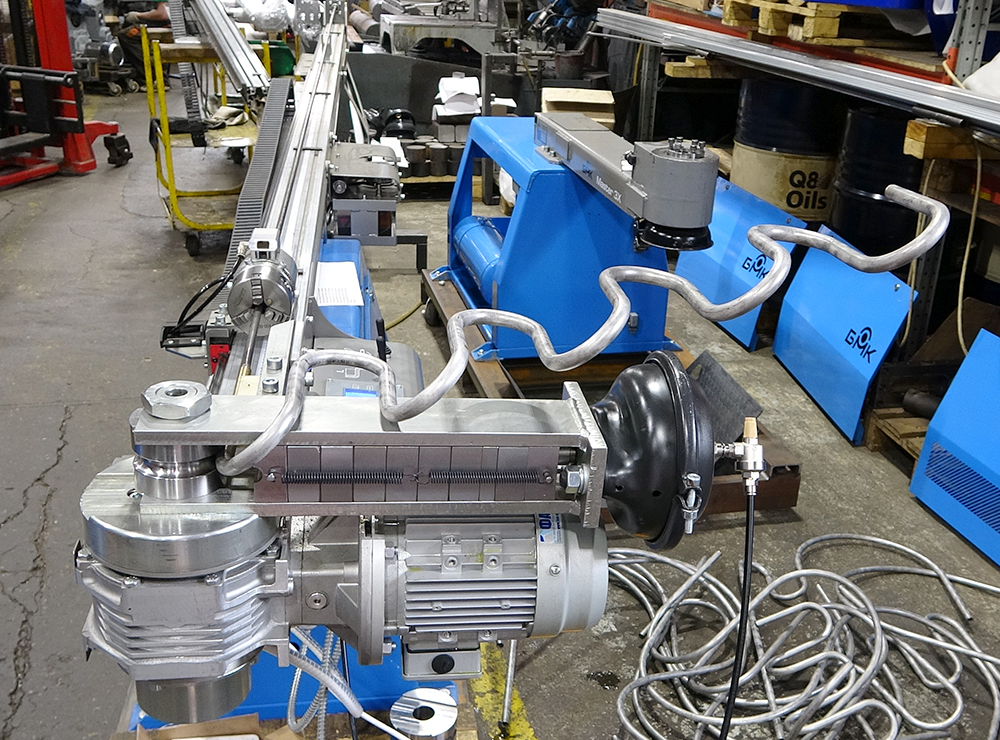
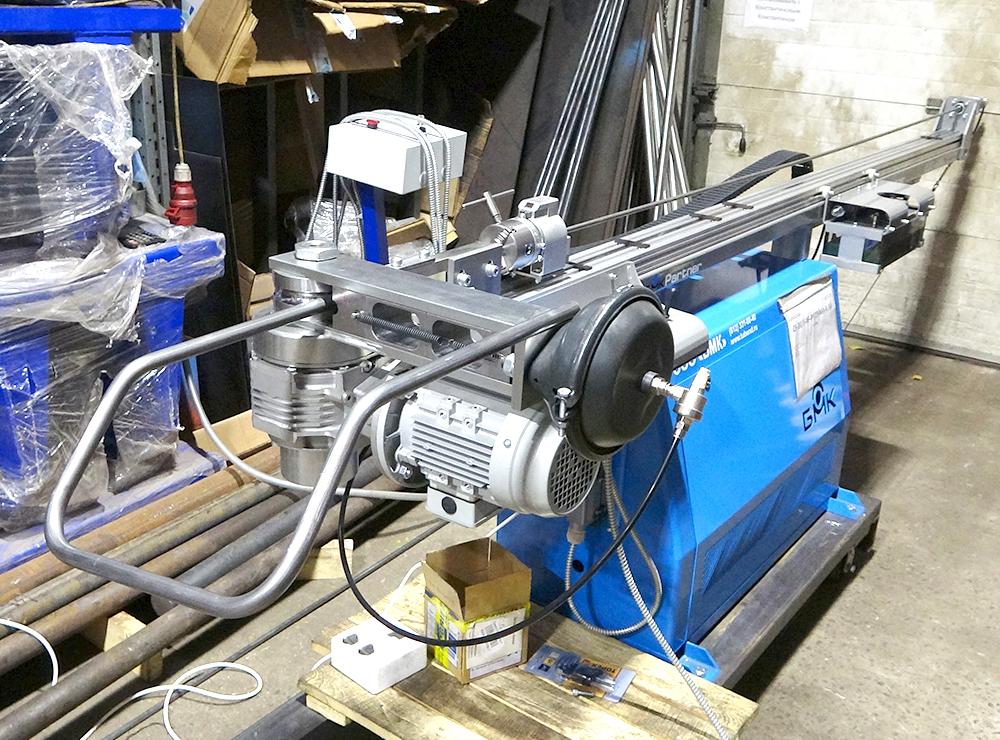
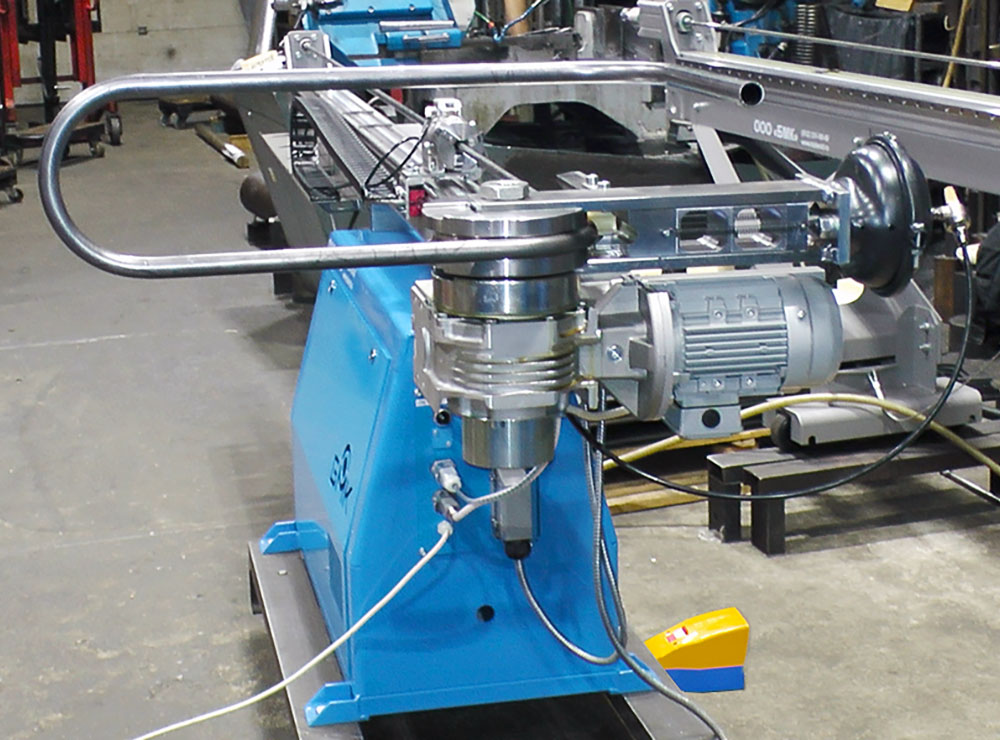
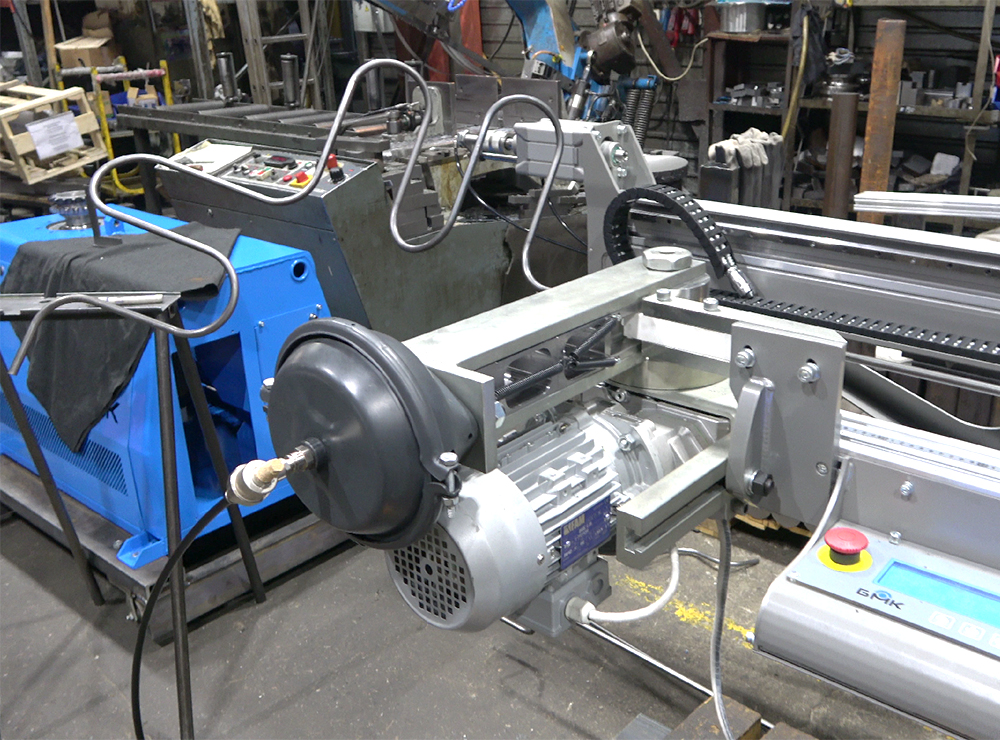
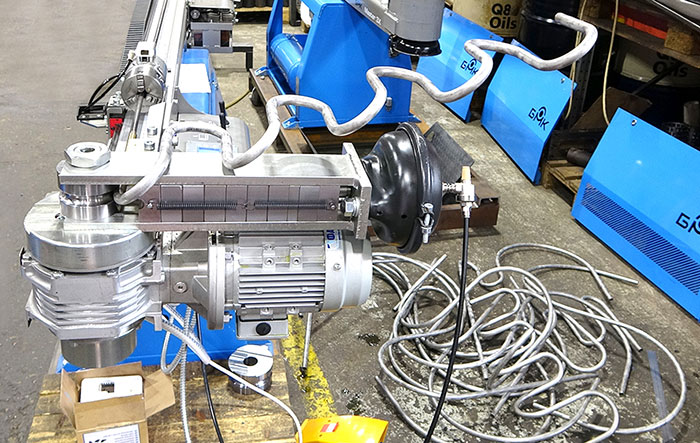
Полуавтоматический трубогиб с ЧПУ CE-30/3 PARTNER 3-х коорд.




Предназначен для пространственной дорновой и бездорновой гибки:
- Круглых труб и прутков ![]()
- Профильных труб 
- Профильного проката 
- Сложных профилей
из стали, нержавеющей стали, титана, алюминия и алюминиевых сплавов, меди и медных сплавов способом наматывания.
Диаметры изгибаемых труб: от 3 до 30 мм
Радиусы гибов: от 5 до 400 мм
Максимальные типоразмеры изгибаемых труб и профилей:
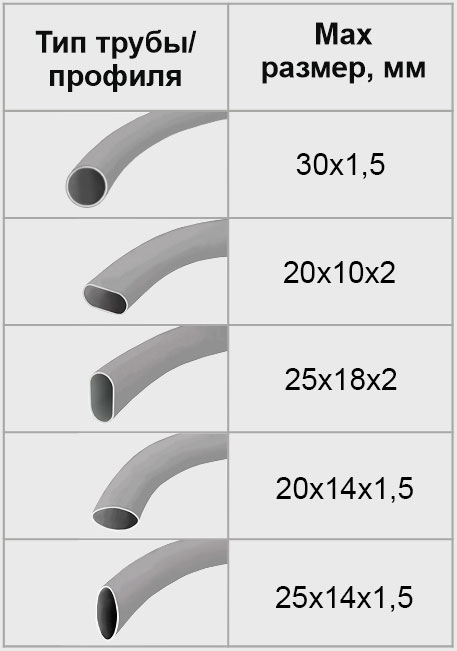
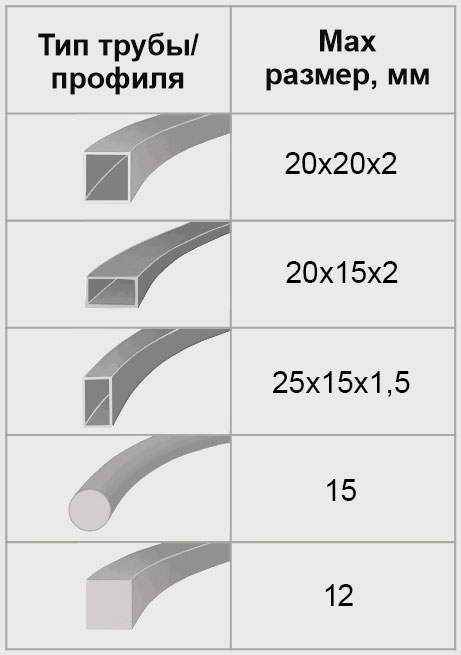
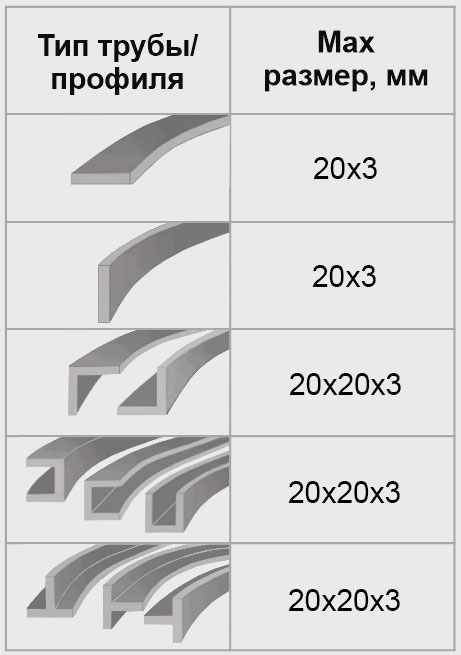
![]() * Также любые трубы и профили нестандартной формы.
* Также любые трубы и профили нестандартной формы.
Изделия которые можно согнуть на станке:

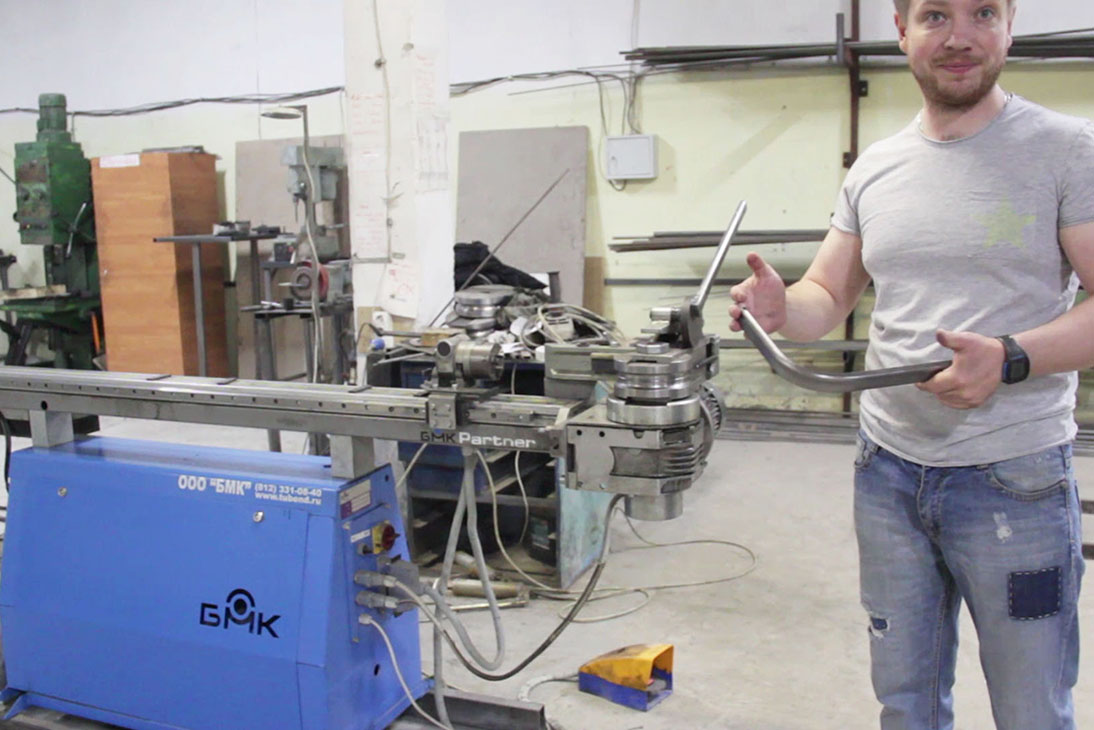
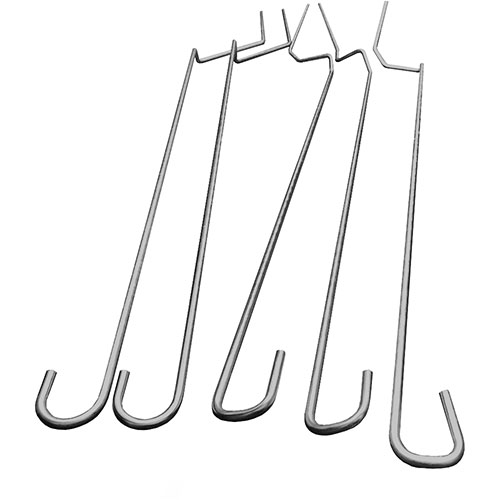
Сложные пространственные детали
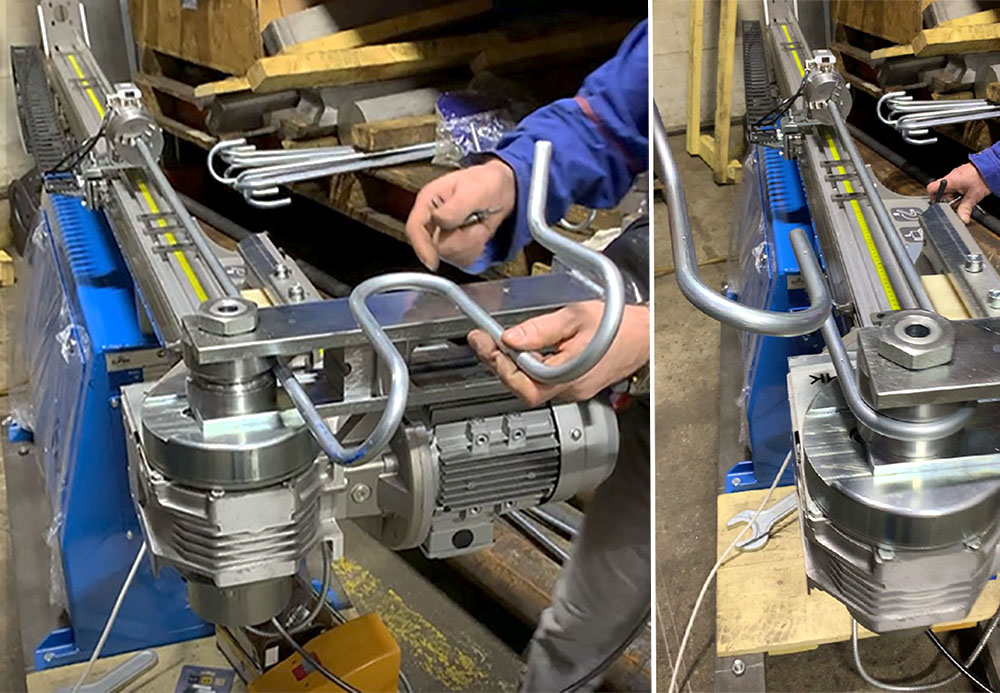
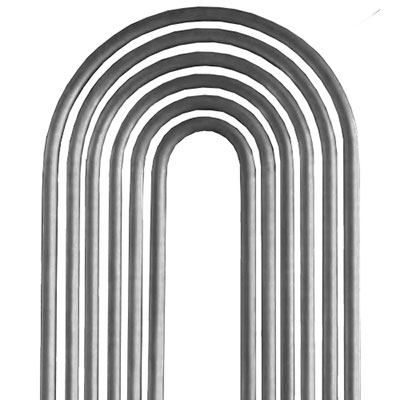 U образные трубы для холодильных и бойлерных систем
U образные трубы для холодильных и бойлерных систем

Детали из профильных труб
 Трубы с резьбой и гайками на концах
Трубы с резьбой и гайками на концах
 Заготовки под фитинги
Заготовки под фитинги

Детали с нулевым выдвижением между гибами

Детали из профилей сложного сечения
Гидравлические трубы, трубопроводы
"
![]() И другие изделия по вашему ТЗ
И другие изделия по вашему ТЗ
Преимущества полуавтоматического трубогиба CE-30/3 PARTNER

Превосходное качество гиба
- Гнет трубы без гофр и смятий, даже тонкостенные. Эллипсность - овальность круглых труб в месте гиба менее 5%.
- Гибка профильных труб на специализированной оснастке без внутреннего подглубления с сохранением формы сечения трубы в месте гиба.
- Гибка алюминиевых профилей без гофр, волн и деформации с сохранением размеров крепежных пазов.

Повторяемость изготовленных деталей
- Повторяемость деталей не менее 98% (при стабильности диаметра и толщины стенки трубы)
- Точность гибов труб и профилей соответствует классу точности «Точный» ГОСТ 30893.1-2002
Высокая производительность
- 2000 и более гибов за 8-ми часовую смену
- При большом количестве деталей одного наименования

Модульная конструкция
- Различные варианты комплектации под требуемые задачи и бюджет
- Позволяет в будущем повысить степень автоматизации станка дооснастив его до полного автомата. .
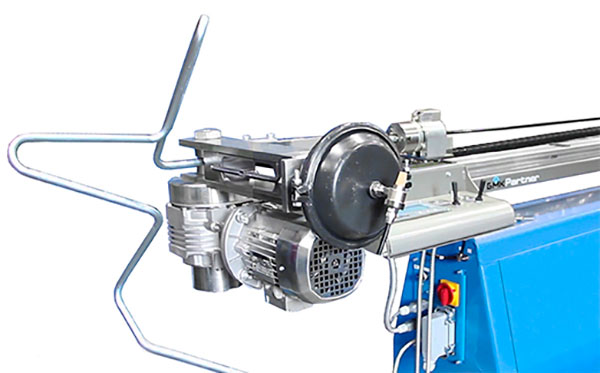
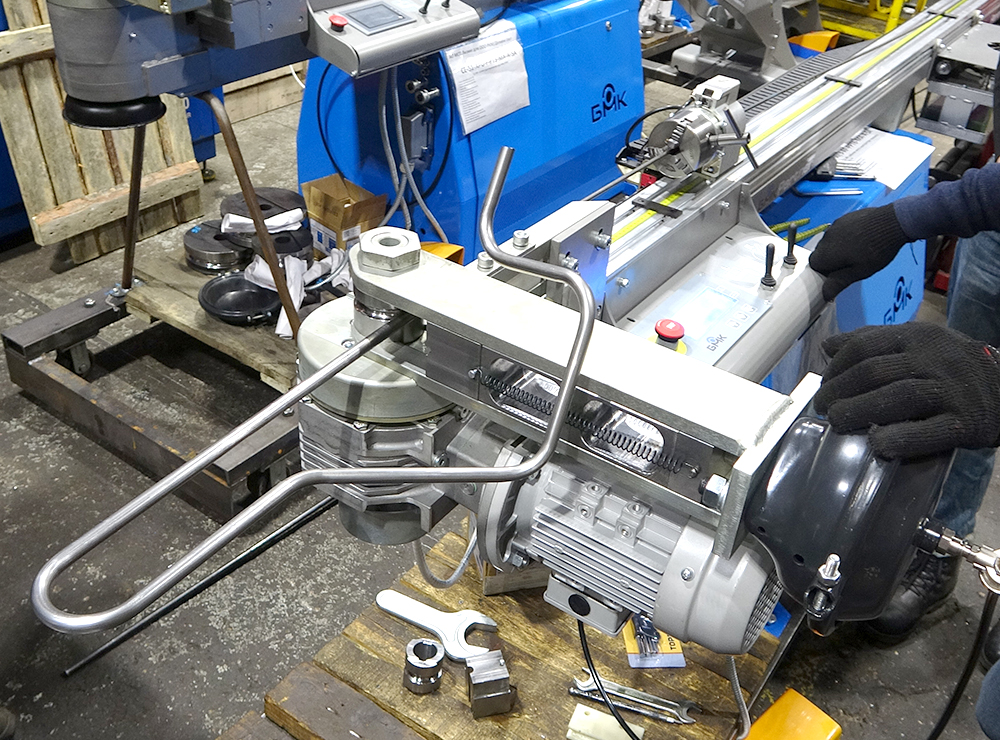
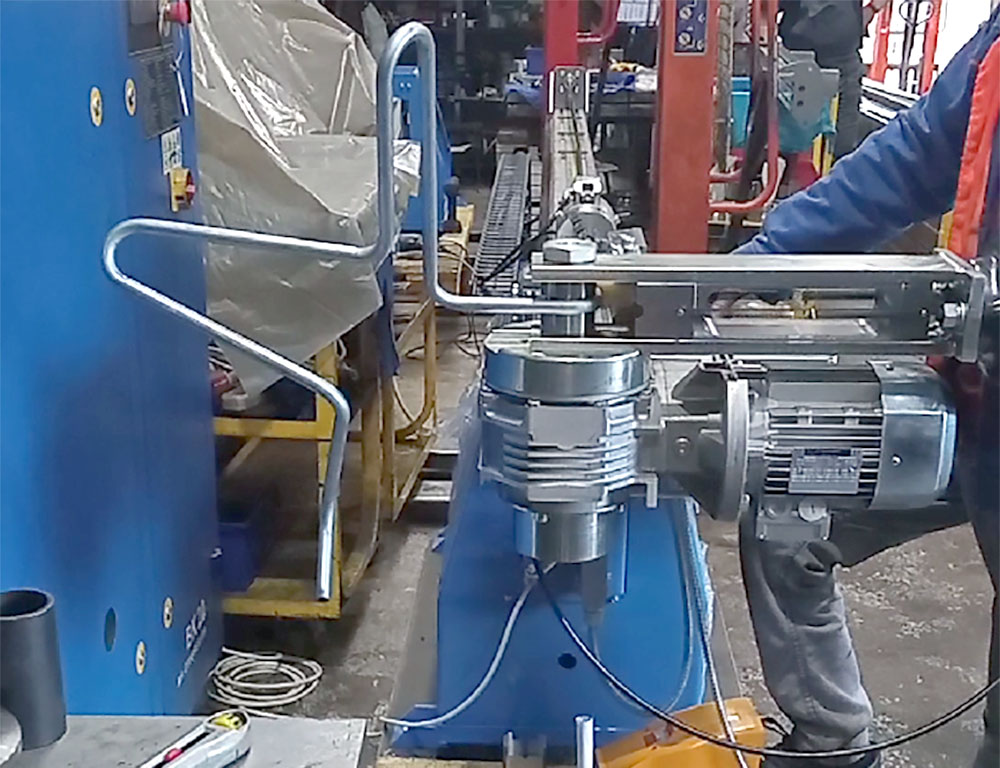
Отсутствие «мертвых зон»
- Вынесенный вперед гибочный модуль высотой 350 позволяет изготавливать детали (тачки, стулья и т.д.) с нахождением изогнутой части детали под гибочным модулем
Быстрый ввод в эксплуатацию
- Не требует фундамента, работает на технологическом подрамнике либо анкерится к полу.
- Панельный монтаж с быстроразъемными соединениями.
- Оператору не нужна специальная подготовка, доста-точно непродолжительного инструктажа и он сможет работать на станке.
Программирование трубогиба

Станок выполняет автоматически:
- Зажим трубы (при автоматическом зажиме)
- Выдвижение дорна в точку гиба
- Смазку дорна с дозировкой подачи смазки
- Гиб трубы
- Снижение скорости в конце гиба
- Убирание дорна из точки гиба до окончания гиба
- Открытие и возврат зажима с гибочным роликом в исходное положение

Программируется оператором на пульте управления:
- Угол гиба. Память на 100 деталей имеющих до 15 последовательных углов гибов в каждой
- Скорость гибки устанавливается в %
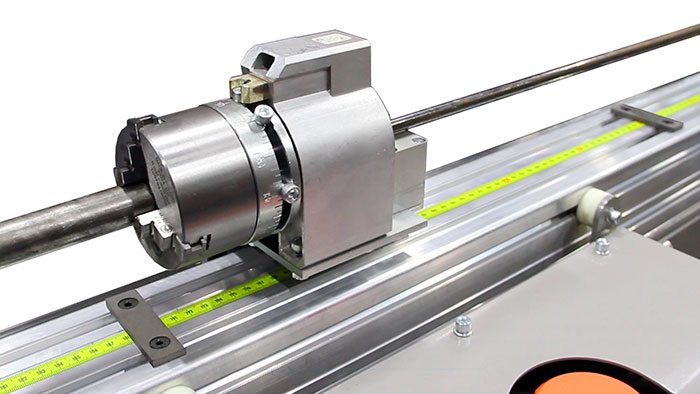
Программируется оператором на станке:
- Точки начала гибов задаются упорами на штанге трубогибочного станка.
- Углы поворотов трубы в пространстве задаются упорами на лимбе полуавтоматической каретки или по лимбу ручной каретки ориентации трубы в пространстве.


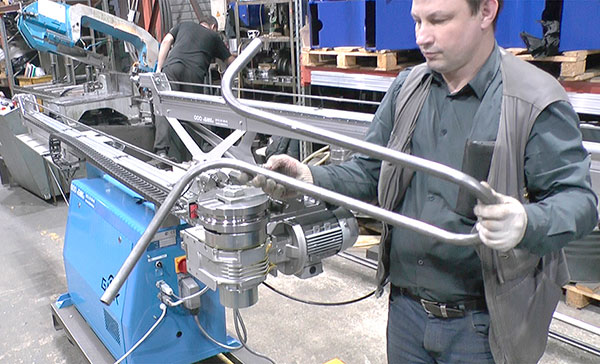
Работа оператора в процессе гибки:
- Выдвигает трубу в точку начала очередного гиба (до установленного упора)
- Открывает и закрывает (джойстиком на пульте станка) дистанционные замки линейных упоров и замки поворота трубы в пространстве.
- Поворачивает трубы в пространстве по упорам на лимбе при полуавтоматической каретке или по лимбу при ручной каретке)
Работа по заранее установленным упорам сокращает время изготовления партии деталей. Оператору не нужно перед каждым гибом устанавливать значение выдвижения трубы в точку начала гиба и угол поворота в пространстве. Выдвижение и поворот до упора – занимает секунды.
Варианты оснастки к полуавтоматическому трубогибу CE-30/3 PARTNER
1. Гибочный ролик

2. Жесткий дорн

3. Зажим

4. Складкоразглаживатель

5. Вставка скользящего башмака для труб D от 25 мм

Вставка скользящего башмака для труб D до 25 мм

Оснастка взаимозаменяема с оснасткой всех дорновых трубогибов производства БМК
Параметры работы полуавтоматического трубогибочного станка CE-30/3 Partner
| Возможные радиусы гиба, мм | 5-450 (Базовый 27-170) |
| Минимальный радиус гиба (в зависимости от параметров трубы) | От 1,3-1,5 D |
| Углы гиба,град. | 0 - 180 + пружинение |
| Углы поворота трубы в пространстве, град. | 0 - 360 |
| Выдвижение трубы между гибами: минимальное, мм / под заказ | 50 / от 0,1D |
| Дискретность задания угла гиба, град. | 1 |
| Дискретность задания угла поворота трубы в пространстве, град. | 2,5 |
| Дискретность задания выдвижения трубы между гибами, мм | 0,5 |
| Направление гибки | По часовой стрелке |
Программирование
| Язык ЧПУ | Русский |
| Интерфейс ЧПУ | 4-х строчный |
| Программируются с помощью ЧПУ: | |
| Углы гиба | Память 100 деталей до 15 углов на каждой |
| Регулировка скорости гиба, % | 20-100 |
| Программируются на станке: | |
| Прямые участки между гибами | Упорами на штанге станка |
| Количество упоров на штанге станка, шт | 5 в базовой комплектации / под заказ без ограничений |
| Углы поворота трубы в пространстве при полуавтоматической каретке | Упорами на лимбе каретки |
| Количество упоров на лимбе полуавтоматической каретки, шт | 5 в базовой комплектации / под заказ до 12 |
| Углы поворота трубы в пространстве при ручной каретке | По градуировке лимба |
Скорость работы
| Скорость гиба, град./сек. | 40 |
| Скорость возврата гибочного модуля, град./сек. | 80 |
Энергопитание
| Гибочный модуль | 1,1кВт,220В |
| Сжатый воздух для cистемы выдвижения-убирания дорна, cистемы смазки дорна, пневматической системы зажима | 6-10 кг/см |
Габариты
| Длина, мм | 2430-12430 |
| Ширина, мм | 600 |
| Высота, мм | 920 |
| Вынос вперед гибочного модуля, мм | Без ограничений |
| Высота гибочного модуля, мм | 350 |
| Масса, кг | 200-400 |
| Штанга, м | 2-12 |
Эффективность работы - затраты времени на:
| Обучение оператора работе на станке | 4-5 часов |
| Монтаж и ввод в эксплуатацию | 1-2 часа |
| ТО на 1000 часов работы станка | 20-30 минут |
| Ввод данных ЧПУ | 4-6 минут |
| Установка упоров | 10-20 минут |
| Смена оснастки | 5-7 минут |
| Поставка расходников и запчастей | Всегда в наличии на складе в ООО «БМК» |
Варианты комплектации полуавтоматического трубогиба CE-30/3 Partner
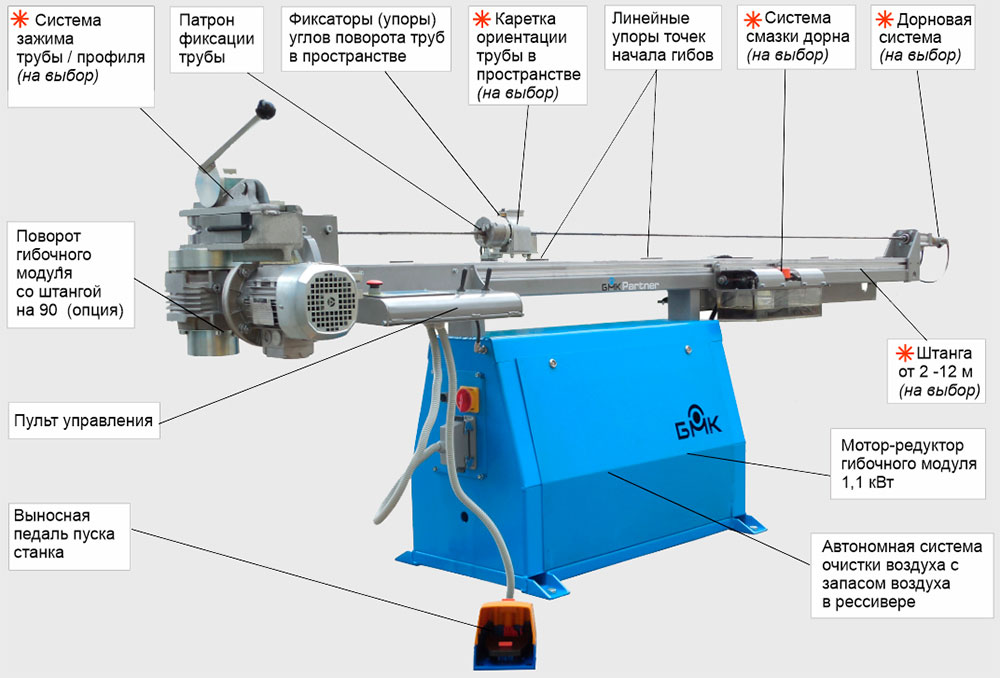
Пульт управления станком

 Варианты систем зажимов
Варианты систем зажимов
| Автоматическая пневматичекая - базовая |
| Автоматическая пневматическая 2-х контурная |
| Автоматическая боковая - для гибки труб на радиусы гиба 5-27мм |
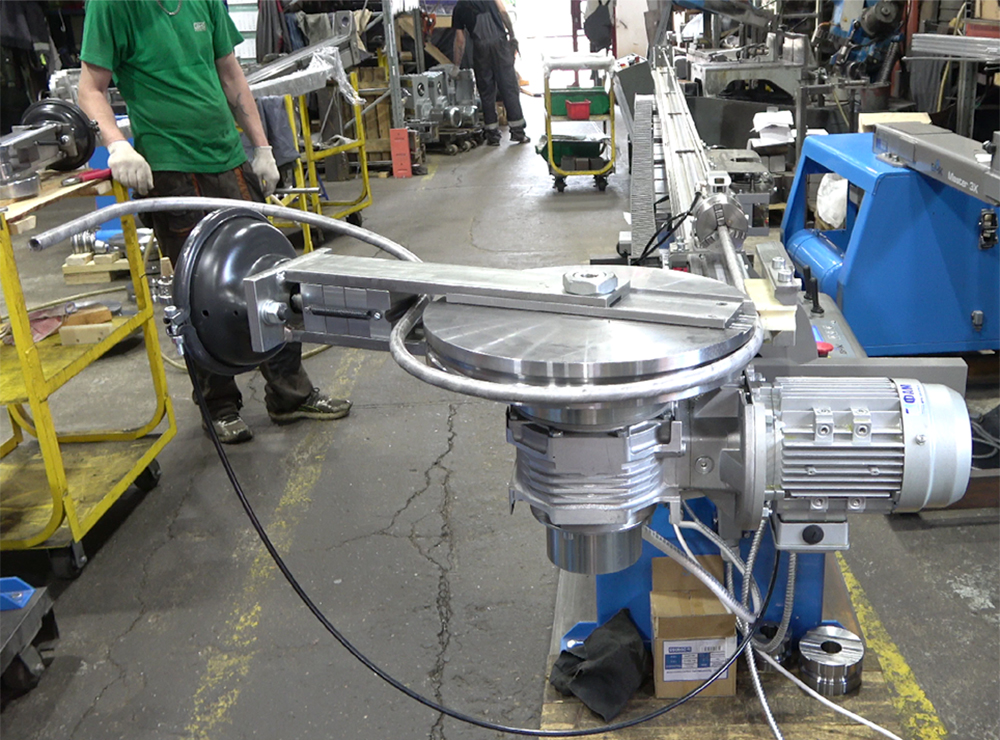
| Автоматическая съемная - для гибки труб на радиусы гиба 170-450 мм |
| Автоматическая открытого типа - для гибки деталей спирального типа |
| Ручная эксцентриковая |
| Ручная винтовая |
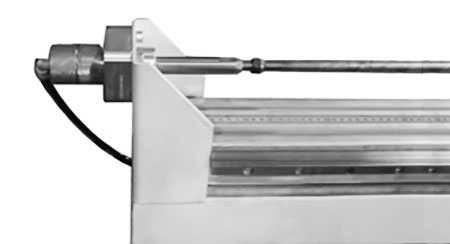
Варианты дорновой системы

Автоматическая система выдвижения - убирания дорна
Автоматическая система выдвижения-убирания дорна выдвигает дорн в точку гиба, а перед окончанием гиба возвращает в исходное положение.
Используется для достижения высокого качества гибка на тонкостенных трубах и профилях.
Фиксированный дорн
Дорн всегда находится в зоне гиба
Варианты смазки дорна
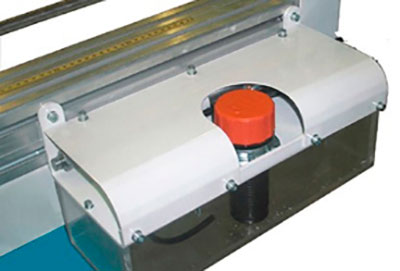
Автоматическая смазка дорна
Автоматической смазка синхронизированна с выдвижением дорна и началом гиба и осуществляется в автоматическом режиме без участия оператора

Ручная смазка дорна
Смазка импульсно подается в дорн, за счет нажатия рукой на рукоятку насоса, перед каждым гибом
Варианты каретки
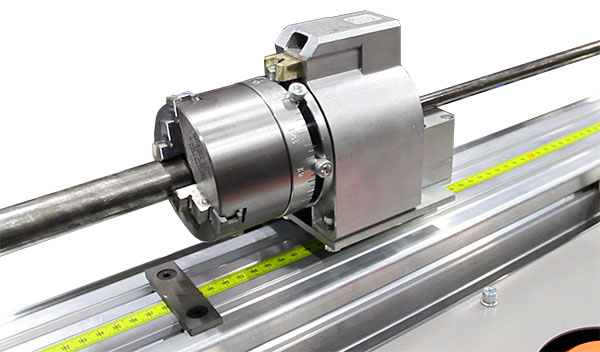

Полуавтоматическая каретка ориентации трубы в пространстве
Оператор открывает замки фиксаторов джойстиком на пульте станка и осуществляет поворот трубы в пространстве, на любой угол по заранее установленным фиксаторам, находясь на одном месте без хождения вдоль станка к каретке и обратно.
Целесообразно использовать при серийном производстве одинаковых деталей
Пневматическая система дистанционного управления замками фиксаторов имеет раздельное (джойстиковое) управление для фиксаторов линейных перемещений трубы в точки начала очередных гибов и для фиксаторов поворота трубы в пространстве.
Ручная каретка ориентации трубы в пространстве
Поворот трубы в пространстве осуществляется за счет вращения штурвальчика редуктора каретки по градуировке лимба
Целесообразно использовать при изготовлении штучных деталей или при небольших сериях деталей разных наименований

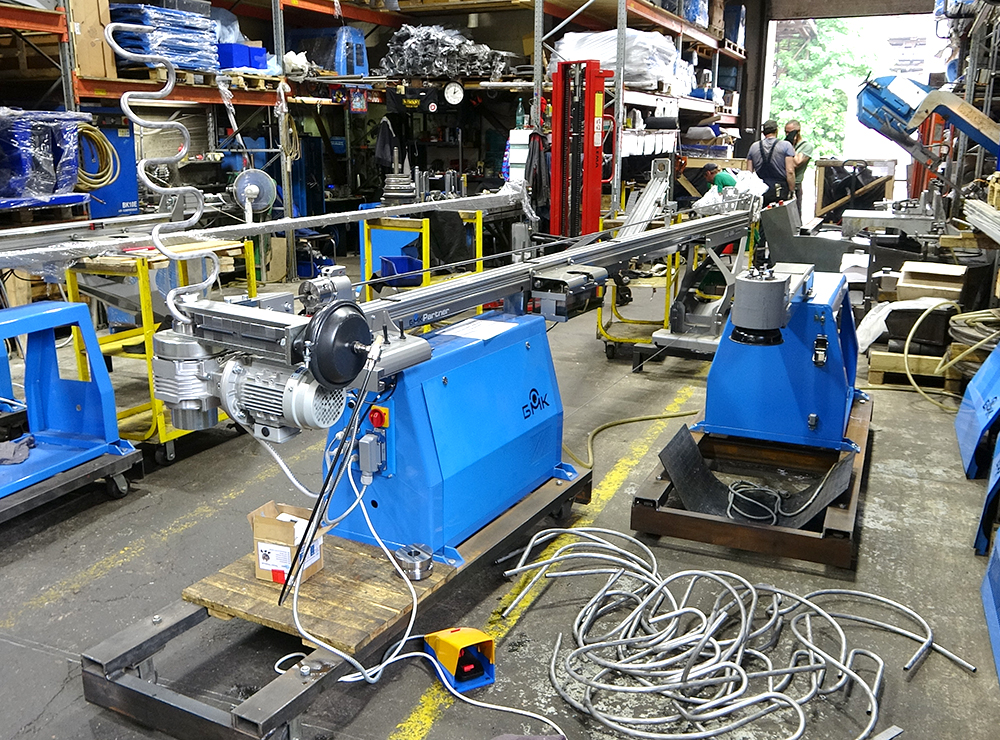
Штанга
Длина штанги определяется максимальной длиной развертки трубной детали + 300 мм, приведенной к наибольшему целому значению в метрах. Либо длинной используемых в работе труб и профилей.
Со станком поставляется:
✔ Упаковочная тара (деревянный поддон с обрешеткой, деревянные ящики).
✔ Руководство по эксплуатации и гарантийный талон.
✔ Копия сертификата соответствия.
✔ Обучение специалистов заказчика работе на трубогибе в ООО "БМК" по адресу: г.Санкт-Петербург, пр. Стачек, дом 47.
Дополнительные опции
✔ Функция поворота гибочного модуля со штангой на 90 град.
✔ Изготовление оснастки под любой типоразмер труб и профилей, в том числе специальной со складкоразглаживателями, специальными зажимами и вставками скользящих башмаков.
Гибка труб из нержавейки D16x2 мм для теплообменника 12 разных радиусов.
На видео показана гибка на самый большой и самый маленький радиус из 12.
Гнем пространственную деталь из стальной трубки D12х0,7мм
Гибка трубы на 180 градусов с поворотами в пространстве
Гибка спинки стула
Гибка стальной трубы 16х1,2 мм
Дорновая гибка алюминиевой трубы
Гибка трубы на 180 градусов с поворотами в пространстве
Гибка труб теплообменника из нержавейки D 16x2 мм




Гибка стальных труб




Гибка алюминиевых труб


Овальные и круглые трубы, согнутые на полуавтоматическом трубогибе CE-30/3 PARTNER, используемые в производстве мебели.

