
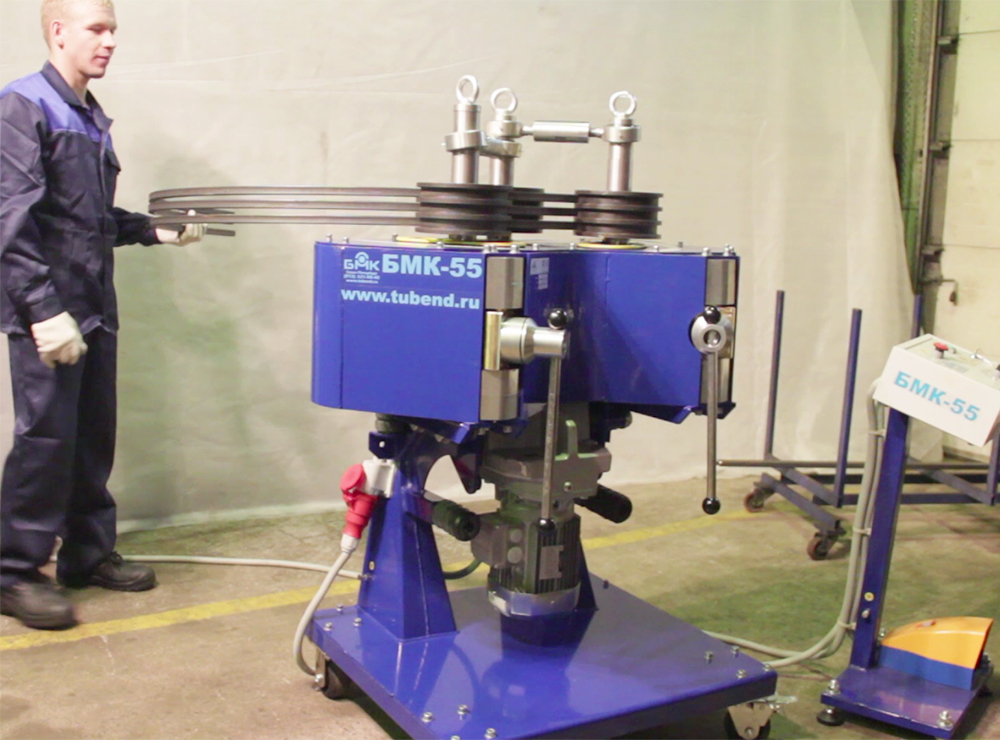
Профилегибочный станок 3RE-60















Предназначен для холодной вальцевой гибки:
- Круглых труб и прутков ![]()
- Профильных труб 
- Профильного проката 
- Сложных профилей
из стали, нержавеющей стали, титана, алюминия и алюминиевых сплавов, меди и медных сплавов.
Диаметры изгибаемых труб: от 5 до 60 мм
Радиусы гибов: от 300 мм до ![]()
Возможности профилегигибочного станка 3RE-60 (БМК-55) по гибке труб и профилей
 по гибке труб и профилей")
 по гибке труб и профилей")
![]() Также любые трубы и профили нестандартной формы.
Также любые трубы и профили нестандартной формы.
Станок позволяет изготавливать
Сегментные дуги

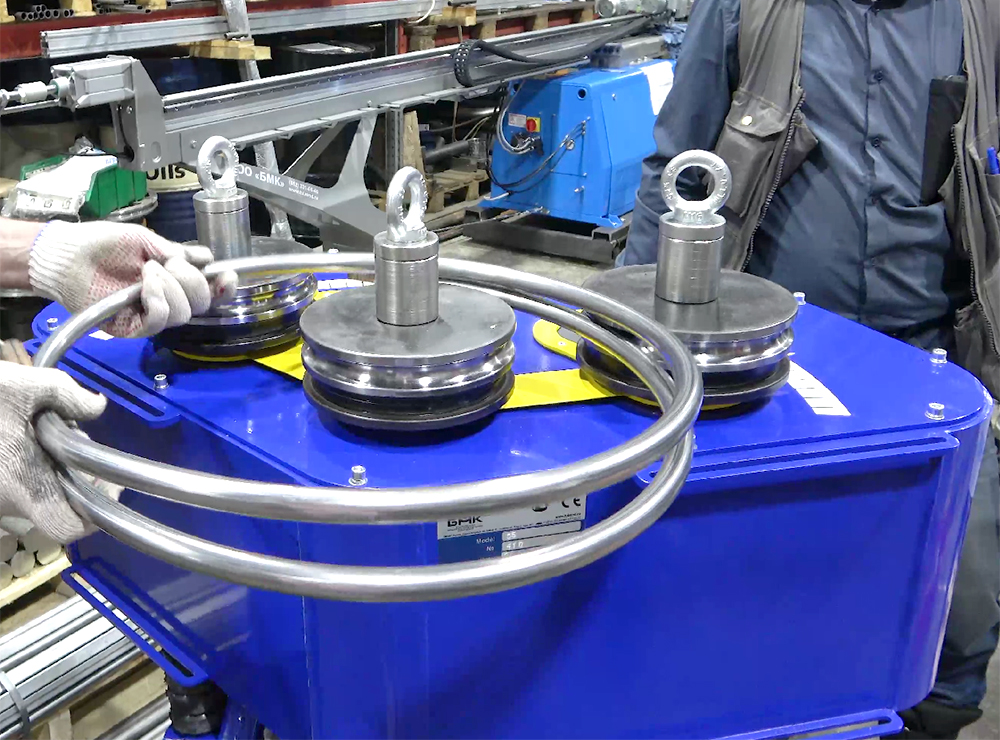
Кольца

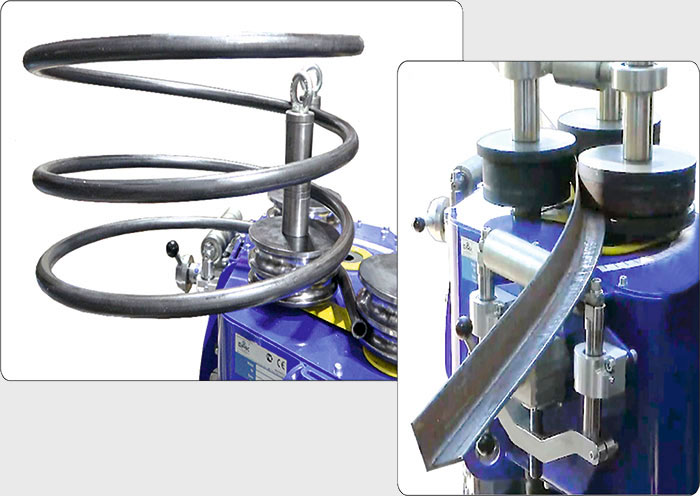
Спирали

Преимущества профилегигибочного станка 3RE-60 (БМК-55)
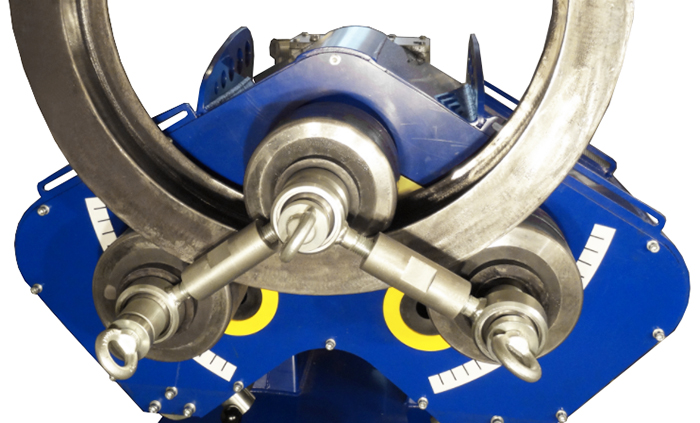
Профилегиб имеет 3 ведущих ролика с синхронизацией угловых скоростей вращения роликов и линейных скоростей прокатки трубы (профиля) что увеличивает суммарный вектор тяги прокатки труб (профилей), и позволяет:
Гнуть трубы и профили за меньшее количество прогонов при мощности всего 1,1 кВт

Поточную гибку труб и профилей без поджима гибочных роликов
Одновременную гибку сразу нескольких труб или профилей на многоручьевой оснастке - на всех ручьях радиусы гиба будут одинаковые
* При работе со стяжкой валов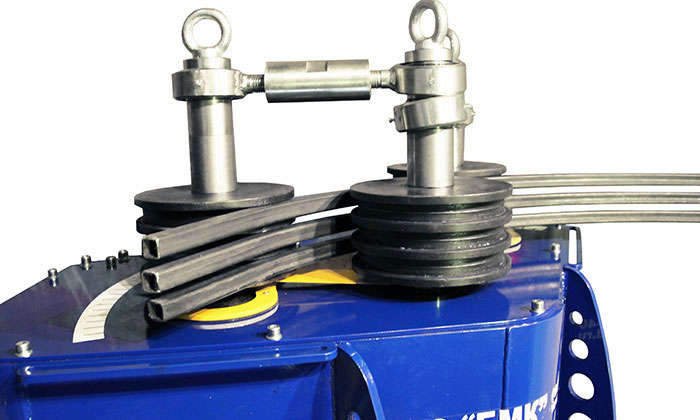
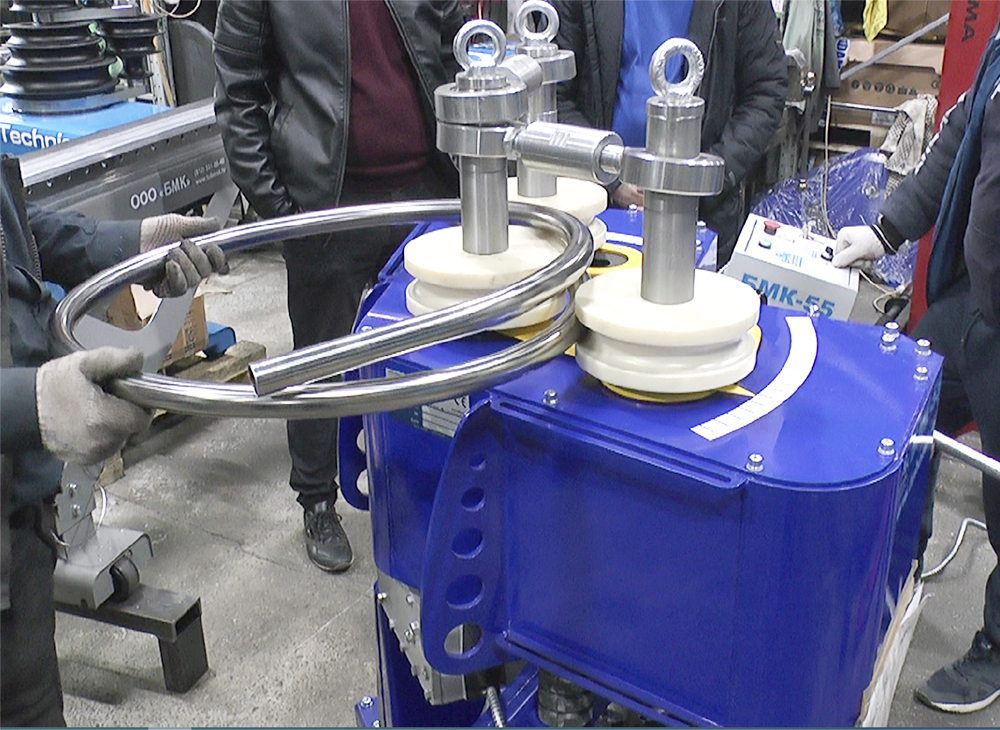
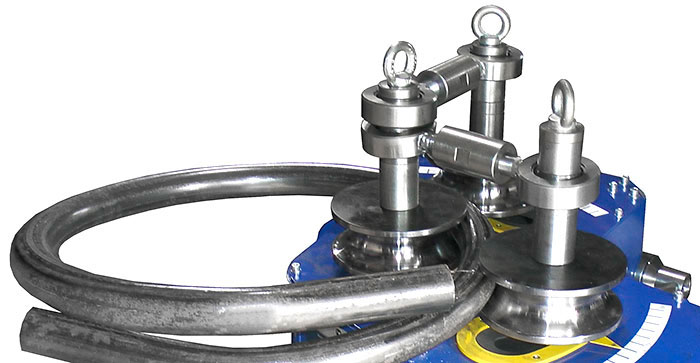
Гибку шлифованных, полированных, никелированных, хромированных и зеркальных нержавеющих труб на капролоновой оснастке не оставляющей следов на поверхности трубы

Эксплуатационные преимущества

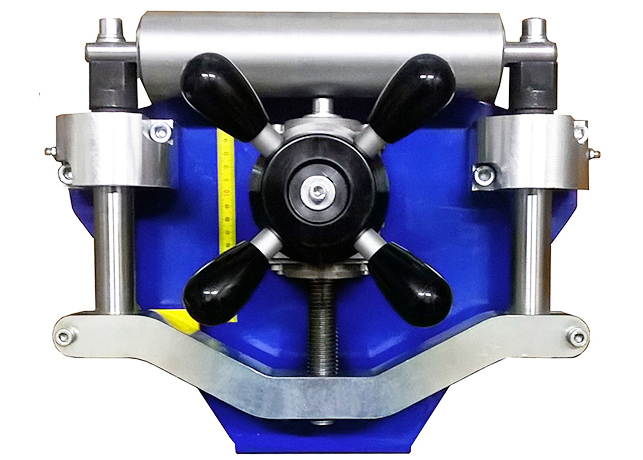
2 винта поджима
- Исключают перегиб и обеспечивают тонкую доводку радиуса гиба при недогибе
- Обеспечивает высокую повторяемость согнутых деталей
- Удобство работы, так как гиб происходит в сторону, противоположную винтам поджима, и не мешает оператору.

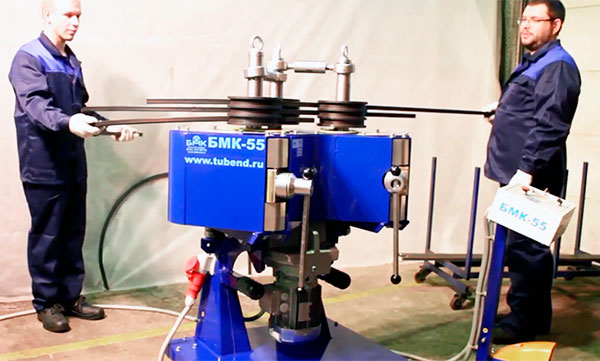
Работает в вертикальном и горизонтальном положении
- Станок работает в вертикальном и горизонтальном положении гибочного модуля
- Для перевода гибочного модуля из одного положения в другое необходимо всего лишь открутить 2 болта, повернуть гибочный модуль станка в требуемое положение и снова закрепить те же болты
Мобильный
На основании корпуса станка установлены колесики, с помощью которых один человек может переместить профилегибочный станок в нужное место без использования грузоподьемных средств

Быстрый ввод в эксплуатацию
- Профилегиб не требует фундамента, шеф-монтажных и пуско-наладочных работ, достаточно подключить его к сети электропитания и начать изготовление деталей.
- Имеет штекерные быстроразъемные соединеия
- Станок простой в эксплуатации, имеет интуитивно понятный пульт управление. Инструктаж занимает 15-20 минут после чего оператор готов приступить к самостоятельной работе на профилегибочном станке.

Безопасный
- Выносной пульт управления, оснащенным кнопкой аварийного останова, переключателем направления гиба и педалью с блокиратором.
- Гиб всегда идет в сторону противоположную штурвалам механизма поджима (от оператора)
- Скорость проката профиля соответствует всем правилам техники безопасности.
Дополнительные опции:
Механизм подьема шага витка спирали

- Для навивки спиралей с заданным шагом подьема витка спирали
Для гибки уголка с сохранением плоскости - предотвращает "вертолет" (для уголка нужно 2 механизма)

Счетчики числа оборотов винтов поджима
- На профилегиб могут устанавливаться счетчики числа оборотов винтов роликов поджима, что обеспечивает простоту и точность получения нужного радиуса гиба.
Механизм стяжки валов
- Устанавливается для контроля плоскости гиба. Исключает «вертолет» на изогнутых трубах и профилях диаметром (размером) более 60 мм.
Варианты оснастки (гибочных роликов) к профилегибочному станку 3RE-60 (БМК-55)

Стальные
Под черный металл
Капролоновые
Под шлифованные, полированные, никелированные хромированные и зеркальные нержавеющие трубы
Многоручьевые
Для одновременной или поточной гибки труб и профилейТехнические характеристики профилегибочного станка 3RE-60 (БМК-55)
| Количество ведущих роликов, шт | 3 |
| Синхронизация угловых и линейных скоростей прокатки труб и профилей | На всех 3-х ведущих роликах |
| Механизмы поджимат | Винтовые |
| Количество винтовых механизмов поджима, шт | 2 |
| Счетчик числа оборотов винта поджима (опция), шт | 2 |
| Скорость прокатки трубы (профиля) м/мин. | 5 |
| Диаметры валов, мм | 50 |
| Диаметры гибочных роликов, мм | 200 |
| Минимальный радиус гиба, мм | 300 |
| Максимальный радиус гиба | Не ограничен |
| Минимальные прямые участки на концах трубы (профиля), мм | 200 |
Электропитание и габариты
| Электропитание | 1,1кВт, 380В |
| Вращение гибочных роликов | Реверсное |
| Длина, мм | 1060 |
| Ширина, мм | 840 |
| Высота, мм | 1320 |
| Масса, кг | 430 |
Базовая комплектация профилегибочного станка 3RE-60 (БМК-55)
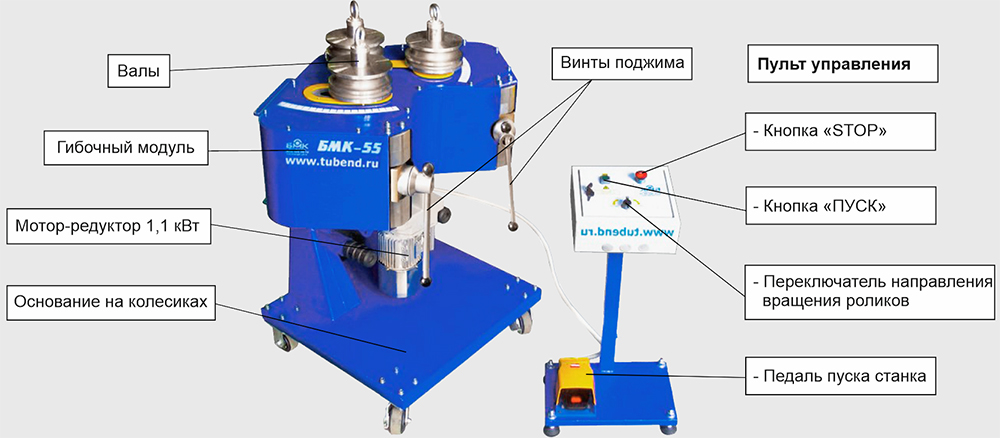
В базовую комплектацию входит:
✔ Гибочный модуль профилегиба БМК-55 с мотор-редуктором 1,1 кВт на основании с колесиками
✔ Выносной пульт управления с переключателем левого-правого вращения гибочных роликов, кнопкой аварийного останова с фиксатором и педалью пуска станка
✔ Валы
Со станком поставляется:
✔ Упаковочная тара (деревянный поддон с обрешеткой)
✔ Руководство по эксплуатации и гарантийный талон.
✔ Копия сертификата соответствия.
✔ Обучение специалистов заказчика работе на трубогибе в ООО "БМК" по адресу: г.Санкт-Петербург, пр. Стачек, дом 47.
Дополнительные опции к профилегибочному станку 3RE-80 (БМК-55У)
✔ Установка механизмов подъема шага витка спирали.
- Может устанавливаться один или два механизма подьема шага витка спирали с каждой стороны
- Один механизм при необходимости может переустанавливаться с одной стороны на другую
- При гибке уголка либо разнополочного профиля необходимо два механизма подъема шага витка спирали.
✔ Установка на профилегиб стяжки валов

✔ Поставка комплектов оснастки под трубы и профильный прокат заказчика.
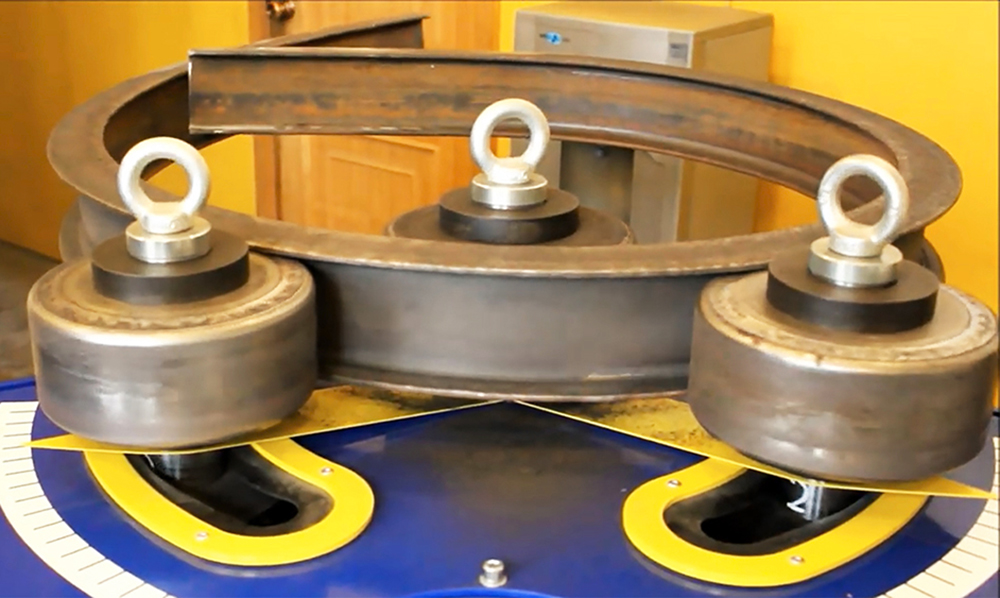
Гибка квадратной трубы в кольцо
Гибка трубы в кольцо
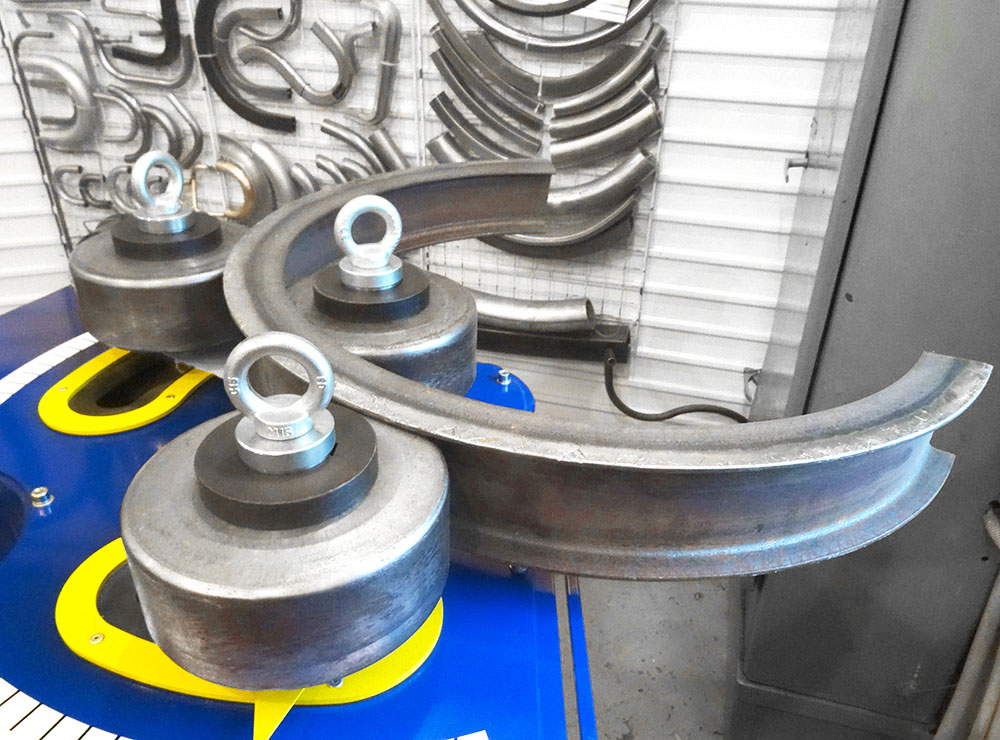
Гибка двутавра 10 в кольцо
Поточная гибка 2-х швеллеров
Трубогиб 3RE-60 с механизмом подъёма шага витка спирали, гибка трубы теплообменника D60х5 мм
Гибка трубы - косы
Гибка квадратной трубы каркаса мангала
Механизм подъёма шага витка спирали. Гибка спирали. Профилегиб (трубогиб) 3-х роликовый 3RE-60.
Гибка двутавра 10 в кольцо на профилегибе 3RE-60 (БМК-55)




Гибка алюминиевых профилей на 3-х роликовом трубогибе


Гибка швеллера и трубы из нержавейки на капролоновой оснастке


Одновременная и поточная гибка 3-х квадратных труб 20 мм на 3-х роликовом профилегибе 3RE-80 (БМК-55У)
Эти типоразмеры труб так же могут гнуться и на трубогибе 3RE-60 (со стяжкой валов)


Гибка трубы косы диаметром 50мм на трубогибе 3RE-60 (БМК-55)


Гибка колец из круглой и квадратной трубы на трубогибе 3RE-60 (БМК-55)






Гибка колец на трубогибе 3RE-60 (БМК-55)




Изделия из согнутой трубы косы диаметром 50мм на трубогибе 3RE-60 (БМК-55) производит наш клиент, компания Лонг-Металл


Детали из труб - дуги, кольца, спирали, согнутые на трубогибе 3RE-60 (БМК-55)

